Enzymatic protein hydrolysates
Key features
100% Natural proteins
Hypoallergenic
High biological value and bio-availability
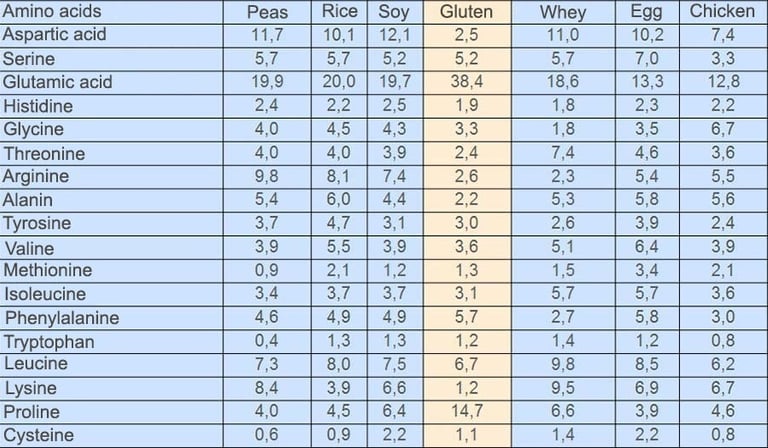
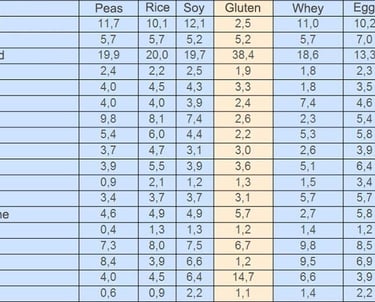
Large quantities of indispensable amino acids
Abundant peptides and crucial macro elements
Low-fat content
Enhancement of consumer properties (taste, flavour, structure, etc.) and biological value of final products


Chicken, turkey, meat proteins
Collagen
Soy
Milk & whey products
Fish
Peas
Gluten
Liver
Keratin


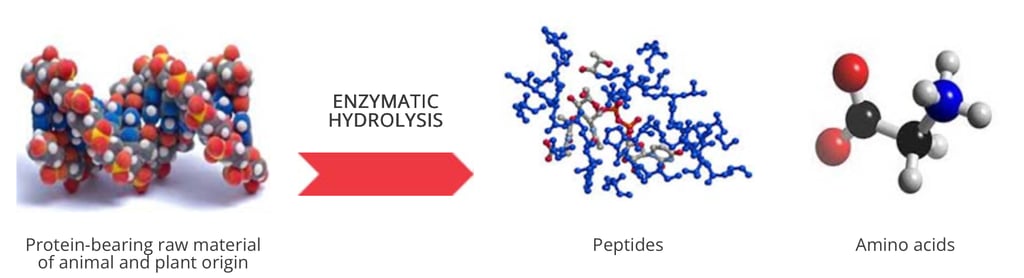
Our biotechnologies and processing lines for the production of enzymatic protein hydrolysates are multi-purpose and allow a manufacturer to produce a wide range of hydrolysates with desired properties from various types of raw materials::
The process of protein hydrolysis is conducted in smooth conditions: temperature 45-55 °С and pH 7-8
Amino acids are preserved
Racemization of amino acids does not occur
The hydrolysis process is flexible and allows a manufacturer to get hydrolysates with different functional and biological properties
Low power consumption
High ecological safety
An additional clearing of hydrolysates from salts and other additive agents is not required
The key advantages of enzymatic protein hydrolysis over other types of hydrolysis
Physicochemical properties:
DM ≥ 96%
Protein ≥ 85%
Fat ≤ 5%
Ash ≤ 7%
Applications
Meat & poultry processing
Food products
Pet feed & treats
Farming feed additives, premixes
Beverages
Cosmetics
Pharmaceuticals
Biodegradable materials
Microbiology
Get in touch

